








全绝缘铜管型母线,利用铜管作导体、外敷绝缘的一种母线产品。与之相应的还有全绝缘管型母线。在国外被称之为"管形电缆"。绝缘铜管母线具有大电流,目前最高可以达到12000A、高机械强度、良好的绝缘、适用范围广等特性,所以被越来越多的客户认可和接受。在国外,此类产品已经有几十年的运行历史和经验,而国内由于进入此领域时间较短,以及技术研发能力,绝缘材料的局限等多方面原因,目前生产、应用主要集中在0.4kv-35kV电压等级的产品。 35kv以上应用实例较少。
目前在国内该产品还属于一个小行业,国家没有具体详细的产品标准,一般各个企业均执行自己的企业标准,国内生产管形绝缘母线的公司,均有自己的命名方式和规格型号,如"全绝缘管型母线、半绝缘管型母线、管形屏蔽绝缘母线、交联聚乙烯管形母线、复合绝缘母线"…等等,其实质均为同一类产品。命名和型号的混乱,给用户的选型工作造成了一定的困难。作为用户,首先要了解自己的需求,然后根据具体安装铺设情况,来确定母线的电压等级、额定电流大小、绝缘方式等。
全绝缘铜管型母线特点
随着我国经济的高速发展,整个社会对电力的需求日益增大。目前110kV和220KV变电所低压侧均采用10kV、35kV电压等级,随着主变容量的加大,变压器低压侧进线侧的额定电流也在不断加大。 常规矩形母线在技术上和结构上越来越难满足母线发热和短路电动力的要求,由此引起附加损耗、集肤效应系数的增大,造成截流能力的下降、电流分布不均匀。尤其是单台主变容量为180MVA及以上时,主变10kV出线侧不仅有母线桥本身的电动力问题、发热问题,还有母线桥支柱绝缘子、钢构架以及母线桥附近混凝上柱、基础内的钢筋在电磁场中感应涡流引起的发热问题。绝缘铜管母线作为矩形母线的替代品。其具有以下特点:
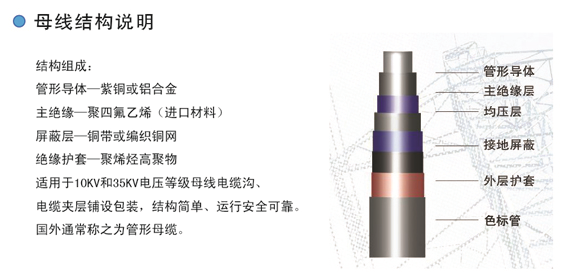
全绝缘铜管型母线结构
全绝缘屏蔽管母线采用空芯的铜管作为导体,铜管的外表有导热绝缘层、均压屏蔽层、绝缘防水层、接地屏蔽层、外绝缘保护管层,以及抗紫外线的绝缘三色护套外保护层构成,主绝缘采用聚四氟乙烯材料,均压层(屏敝层)采用编织铜网,绝缘护套采用聚烯烃高聚物材料。全绝缘屏蔽管母线的结构有些像电缆外层结构,母线在密封绝缘的环境中安全可靠的运行。
全绝缘铜管型母线特点
(1)载流量大,集肤效应低、功率损失小,绝缘铜管母线为空心导体,表面积大,导体表面电流密度分布均匀,集肤效应系数低,相对于多片矩形导体,在相同的载流量下,高压绝缘管型母线的交流电阻小,因而母线的功率损失小。
(2)散热条件好、温升低
全绝缘管型母线为空心导体,母线内径风道能自然绝缘铜管母线在新建工程中的应用形成热空气对流,因而散热条件较好。
(3)截面系数大,机械强度高
由于导体采用管形,其截面系数大,机械强度高,可采用大跨距布置,同时减少母线支撑件的数量。在50k A短路电流情况下,Φ100×5mm铜管母线悬空跨距达9米,利用母线托架支撑,母线跨距可达到13米。
(4)电气绝缘性能强
高压绝缘管型母线采用密封屏蔽绝缘方式,外壳接地电位为零。这种带屏蔽的绝缘管型母线电场分布均匀,电气绝缘性能强,耐恶劣气候性能好。
(5)抗震能力强、安装简化
可以直接将高压绝缘管型母线固定在钢结构架上或混凝土支架上,可取消穿墙套和支柱绝缘子,具有较强的抗震能力。母线架构简明、布置清晰、安装方便、实现免维护运行。
(6)绝缘材料耐热、耐老化、绝缘性能高
高压绝缘管型母线主绝缘材料采用聚四氟乙烯,可在-250℃~+340℃中工作,有优良的电气性能和化学稳定性,介质损耗小、阻燃、耐老化、使用寿命≥30年。
(7)不受环境干扰,可靠性高,维护工作量小
高压绝缘管型母线是包覆封闭绝缘的,内部无凝露产生,且消除了外界潮气、灰尘等因素的影响,具有高度的可靠性。高压绝缘管型母线采用单机密封屏蔽绝缘,接地可靠,可彻底避免一切短路故障,具有较高的可靠性,而且检修维护量小
母线架构简明、布置清晰、安装方便、维护工作量少。
产品一次安装成功,终身免维护。
安装要求
1、全绝缘铜管型母线到货检查
每根母线要求具有一定的平直度,无划痕,色泽一致,无扭曲变形和机械损伤,单位长度(m)内的弯度要小于2mm。
2、全绝缘铜管型母线的焊接
1) 坡口加工:采用专用坡口机械加工坡口,坡口角度在65~75°之间,坡口平滑均匀、无毛刺和飞边。焊接前将母线坡口两侧各50mm范围内清刷干净,无氧化膜、水分和油迹。
2) 全绝缘铜管型母线焊接设备和焊接材料的选择:全绝缘铜管型母线焊接采用氩弧自动焊机,盘式焊丝根据管型母线材质成分和焊机设备选用符合现行国家标准的合格焊丝。
3) 焊接工艺与措施:焊工必须持证上岗,现场每种管型母线焊接试验样品均须经过试验,试验合格后进行管型母线正式焊接。计算各管型母线段焊口的数量和位置,保证焊接后每相管型母线的各管型母线段的焊缝位置保持一致,A、B、C三相管型母线的焊缝位置搭配合理。焊接工作开始前,需先将管型母线支撑架放置好,支架中心为同一水平直线(用水平仪找平)。中心偏移不大于0.5mm,以保证焊接时两段管型母线位于同一轴线上,对口间隙应在2~3mm范围内,以保证焊接接头的焊接质量。管型母线焊缝均呈圆弧形,焊缝光滑,无毛刺或凹凸不平之处。
4) 其它焊接预防措施:为提高焊接质量,需选用99%以上纯度的氩气作为保护气体。如焊接在户外进行,需搭移动式焊接小棚防止天气变化而影响焊接质量。
3、全绝缘铜管型母线吊装
1) 全绝缘铜管型母线吊装前应在每段管内穿入阻尼线并安装好封端盖或终端球,终端球应油好相色漆。注意终端球的滴水孔应向下。
2) 在全绝缘铜管型母线吊装时,对有导电要求的接触面应用砂纸或钢丝刷去掉表面的氧化层,用布擦干净油污,再涂上电力脂后方可进行安装。吊装时应按之前在管母线上编好的标号进行吊装,避免管母线就位后位置不正确。
3) 为了使吊装过程中管母线不发生弯曲变形,应采用多点吊装,以提高吊装的精确度,一般单跨可用两点吊装,两跨及以上应采用三点吊装。
4) 全绝缘铜管型母线吊装前,应将该管母线的线夹预装上,一次吊装。管母线上的绑扎点应考虑防滑和易于解脱,绑绳夹角应不大于120度,另应在管母两端加缆风绳,以免管母与其他设备碰撞。
4、全绝缘铜管型母线就位后的调整和检查
全绝缘铜管型母线就位后,检查所有金具齐全完好,安装位置、方向正确,弹性销全部穿上,每段管型母线在中间一点固定,应平直无扭曲变形,且表面光滑。每段管型母线保持水平,同相管型母线保持在同一直线上,各相管型母线处于同一水平面内,检查相间距离及对地距离符合设计要求并满足规程要求。
